客服热线:0755-28448218 189-26549444
氧化对滚动轴承润滑脂寿命的影响 |
| 来源:哈尔滨轴承 发布时间:2024-08-30 16:38:46 |
氧化对滚动轴承润滑脂寿命的影响脂润滑滚动轴承的寿命通常受到润滑脂寿命的限制。润滑脂寿命取决于不能再为球-沟道接触区提供足够润滑脂的时间点和/或润滑脂丧失其润滑性的时间点。两者均受到氧化的强烈影响。氧化是形成易蒸发的低分子量产物的过程, 因此导致基础油从轴承中损失。其还产生高分子量产物, 如不具有润滑性能的漆和/或清漆。具有不同相的自由基机制已在文献中被详细描述。氧化模拟的基础已由Klaus及其同事在20世纪80年代完成。Reyes对抗氧化剂的作用机制进行了综述。 为了延缓滚动轴承润滑脂的氧化过程, 使用抗氧化剂作为添加剂(通常是胺)。直到诱发时间过去, 氧化才会发生。诱发时间可根据ASTM D942和D5482测定。基于相同原理, 开发了一种更快的方法用于燃料, 称为快速小规模氧化试验(RSSOT), 其中流体在纯氧和高温高压下老化, Dodos和Matzke等将其应用于润滑脂。Osara等建立了一种模型, 可将这种加速试验的结果转换为大气条件和任何温度下的结果。Mahncke和Boes在纯氧环境下进行了轴承试验。文献[16]介绍了一种温度逐步升高的热重分析(TGA)方法。Ito等证明了滚动轴承中氧化诱发时间和抗氧化剂消耗量的概念, 测量了从轴承中提取的润滑脂样品的抗氧化剂含量和总酸值, 表明在抗氧化剂存在的情况下不发生氧化, 但抗氧化剂一旦被消耗完, 则以高反应速率发生氧化。 抗氧化剂含量也可用于衡量轴承润滑脂的剩余寿命。V.d. Kommer和Ameye报道称, 抗氧化剂在润滑脂寿命的50%后被消耗。 基础油和增稠剂都可能因氧化而降解。实际上, 二者可相互作用。增稠剂中的金属起氧化催化剂的作用。Reyes-Gavilan等认为含有矿物油且不含添加剂的脲基润滑脂比复合锂基润滑脂和矿物油润滑脂具有更好的氧化安定性。润滑脂的氧化对油与增稠剂之间的相互作用也有影响。例如Komatsuzaki等认为氧化可阻止润滑脂的进一步分油。 如上所述, 大多数氧化研究都是在实验室中进行氧化试验。关于氧化对轴承润滑脂寿命的确切影响所知不多。轴承润滑脂不仅会因氧化而降解, 还会因机械降解而降解。此外, 润滑脂在旋转轴承中发生流动/混合, 连续地产生新鲜表面, 这显然不同于上述实验室仪器中的老化。在这些仪器中, 润滑脂处于静态且氧化可能受到扩散的限制。此外, 润滑脂上的热载荷将在整套轴承中发生变化。Komatsuzaki和Uematsu测量了提取的基础油酸值, 结果表明酸值(与氧化程度有关)在轴承内部比在轴承外部增加得更多(并受轴承载荷的影响)。 本文将通过分析从轴承中收集的润滑脂样品来量化氧化对润滑脂寿命的重要性, 这些轴承在空气和氮气环境中已运转至润滑脂寿命结束, 几乎不会发生任何氧化。在没有氧化的情况下运转将使润滑脂寿命更长。为了研究背后的机制, 通过从运转不同时间的轴承中采集润滑脂样品, 评估润滑脂随时间的变化情况。将展示氧化如何随着时间的推移而演变以及氧化如何影响稠度、含油量和分油, 确定导致润滑脂寿命结束/轴承失效的机制, 表明失效分布与轴承寿命常用的分布有本质不同。
1 温度对力学性能和降解的影响 润滑脂的主要性能(如基础油黏度和屈服应力)很明显在大致相同的活化能下或多或少遵循相同的Arrhenius行为。降解方式(机械降解和热降解)遵循Arrhenius行为, 因此也遵循润滑脂寿命。在没有氧化的情况下, 对润滑脂的纯热-机械降解还未进行太多的研究。这方面的标准试验采用润滑脂工作器, 在润滑脂工作前、后测量稠度, 但由于这些试验在固定(室内)温度下进行, 因此不能提供温度对润滑脂降解影响的信息。Zhou等测量了屈服应力(衡量润滑脂稠度的指标)随施加能量密度的变化, 并通过Arrhenius系数进行了修正。
采用工程方法求解Arrhenius方程为
式中: W为施加在润滑脂上的功; Va为润滑脂体积; T0为基准温度; TA为Arrhenius温度。使用了一台改良的润滑脂工作器和一台Couette老化机, 发现TA=10 ℃。最近, Akchurin等测量了滚动轴承润滑脂的油分离(润滑脂分油)变化, 作为在不同温度下运转但没有发生氧化的轴承的能量密度的函数, 也发现TA=10 ℃。关于热-机械降解的其他研究由Kuhn, Khonsari及其同事以及Osara和Bryant完成。然而, 这些论文中的试验主要集中在温度很低且变化不大的机械降解上。 将相同的 (2) 式应用于黏度得到
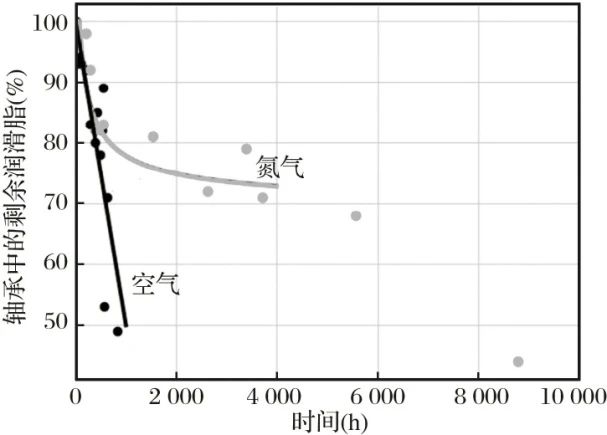
对于本文所用润滑脂中的基础油以及图1所示的润滑脂寿命试验结果, TA=18 ℃。因此, 基础油黏度的TA与润滑脂寿命的TA(TA=11 ℃, 如后文所示)在同一数量级。对于屈服应力, Froishteter等发现TA=25 ℃, Cyriac等发现25 ℃<TA<70 ℃="" (采用不同润滑脂)。润滑脂的这些力学性能显然也遵循arrhenius行为。与基础油黏度相比,润滑脂的屈服应力(稠度)与温度的相关性较小。因此,可预期润滑脂寿命将遵循arrhenius行为。本文将通过在氮气中进行试验来解决机械降解问题。
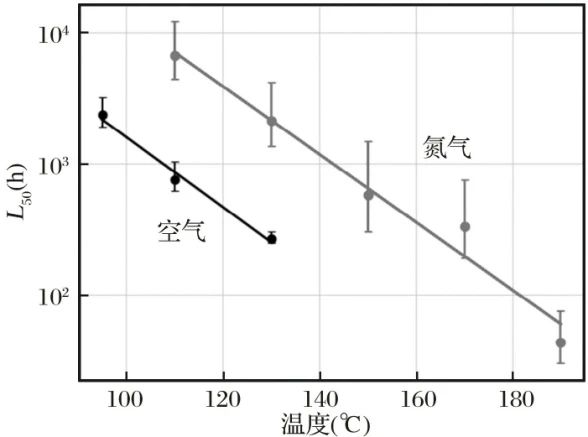
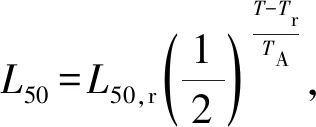
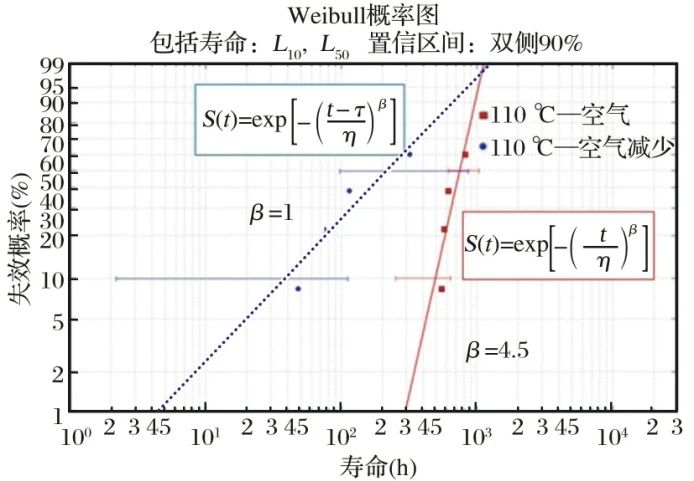
图1 润滑脂寿命。氮气和空气试验: TA=11 ℃
2 温度对氧化的影响 氧化过程复杂, 氧化被认为通过自由基连锁反应发生。润滑脂中添加了抗氧化剂, 以防止长时间氧化。其中一些作为自由基清除剂终止自由基连锁反应, 另一些可分解自由基。这些抗氧化剂随着时间和温度的变化被缓慢消耗, 在这些抗氧化剂被完全消耗的时间点之后, 在较高温度下的氧化以高速率发生。该时间在Rhee的论文中被称为诱发时间。诱发时间被认为很好地对应于在非常高温度下的润滑脂寿命 (氧化是主要的降解过程)。Rhee建立了简单的方程来预测诱发时间, 即
式中: E为活化能; k0为速率常数; R为通用气体常数; T为温度。将氧化时间与根据ASTM D3527测得的润滑脂寿命进行了比较, 发现
与在轴承中不同的是, 诱发时间在高压和纯氧条件下采用压力差示扫描量热法(ASTM D5483)测得。此外, ASTM试验在固定的载荷和转速下进行。同样值得注意的是, ASTM轴承试验均在非常高的温度(180 ℃)下进行, 其中氧化明显主导了润滑脂寿命。然而, Rhee对化学性质截然不同的10种润滑脂进行了试验, 证明氧化是导致润滑脂失效的重要原因。 Komatsuzaki等从较大的圆柱滚子轴承内部和端盖取样来进行氧化试验, 得到了相同的氧化趋势, 与轴承内部相比, 端盖上的润滑脂氧化延迟。这一定由温度差异可能与运动轨迹中含有磨损颗粒的铁的催化作用相结合而造成。
3 试验方法 3.1 R0F+试验 本文所描述的试验均在专门为评定润滑脂寿命而设计的R0F+试验机上进行。所有试验在纯轴向载荷下进行, 所以不需要支承轴承。因此, 在这些试验中, 轴上有2套相同的轴承(6204/C3-2Z), 在给定的轴向载荷(Fa=470 N)和转速(n=10 000 r/min)下运转, 直至润滑脂失效(2套轴承之一)或手动停止试验。在将温度控制到试验温度之前, 润滑脂/轴承在自诱发温度下跑合12 h。每套轴承填充1.4 g润滑脂(标准羟基硬脂酸锂增稠润滑脂, 含有矿物基础油, 在40 ℃时黏度为101 cSt, 在100 ℃时黏度为10 cSt, 稠度为NLGI 3级)。一些试验在通过轴承的氮气流量为5 L /min的情况下进行。测得从轴承流出的氧含量小于0.5%。为了在完全相同的条件下运转, 正常(空气)运转时也使用相同的流量, 因为氮气流不仅可防止氧化, 还可加速蒸发, 从而缩短润滑脂寿命。尽管在没有任何空气流经轴承的情况下进行的基准试验并未给出显著不同的润滑脂寿命, 但还是进行了这项试验。 3.2 润滑脂寿命 在95, 110, 130 ℃的空气中以及在110, 130, 150, 170, 190 ℃的氮气中进行了润滑脂寿命试验, 结果如图1所示, 其中L50为50%失效概率的中位数。该图还显示了90%置信区间。 作为温度函数的润滑脂寿命遵循Van′t Hoff或Arrhenius行为, 便于书写为工程润滑脂寿命模型中的常用形式, 即
式中: L50,r为温度T=Tr时的L50。10 ℃<Ta<15 ℃通常意味着润滑脂寿命随着ta的每次升高而减半。温度相关性取决于润滑脂的化学性质,如ito等对10种润滑脂的研究结果所示。 如图1所示, 在空气和氮气中润滑脂寿命的TA=11 ℃。值得注意的是, 在空气和氮气中的TA值相同。Kleinlein的早期试验表明, TA值随着温度的降低而降低, TA值越小则意味着润滑脂寿命在较低温度下对温度的相关性更强。他认为这将从T=100 ℃时的TA=15 ℃降至T=70 ℃时的TA=6 ℃。这不是由于在较低温度下没有氧化, 后文将给出解释。
4 润滑脂试验后分析 为了研究润滑机制, 在R0F+轴承试验中进行了润滑脂分析, 使用与第3.2节所述的润滑脂寿命试验中相同的转速和载荷条件, 但温度T固定为110 ℃。由于某些样品缺乏足量的润滑脂, 因此无法对所有样品进行完整分析。接下来, 在T=95 ℃的较低温度下进行了一些附加试验。为了有足量的润滑脂进行各种试验, 将从2套轴承中提取的润滑脂样品合并。试验时间见表1。在这些试验中运转不同时间的轴承中润滑脂样品的外观印象如图2所示。由图可知, 润滑脂在试验初期已变色, 而且在空气中试验300 h后变黑, 表明发生了氧化, 而在氮气试验中未发生这种情况。 表1 填充各种润滑脂样品的轴承运转时间, 其中“*”表示的数字是指从中止试验的轴承中取样的失效轴承组。 T =110 ℃试验
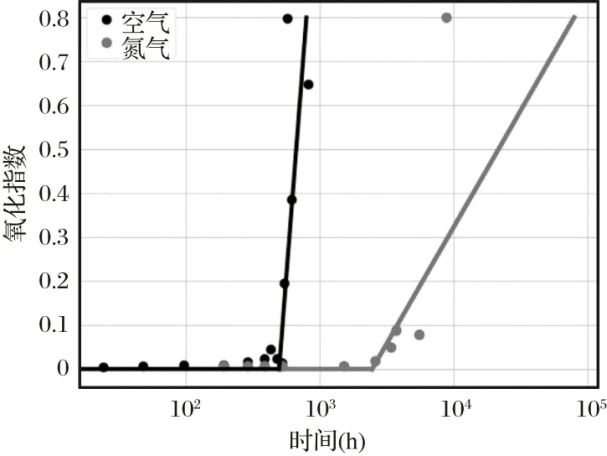
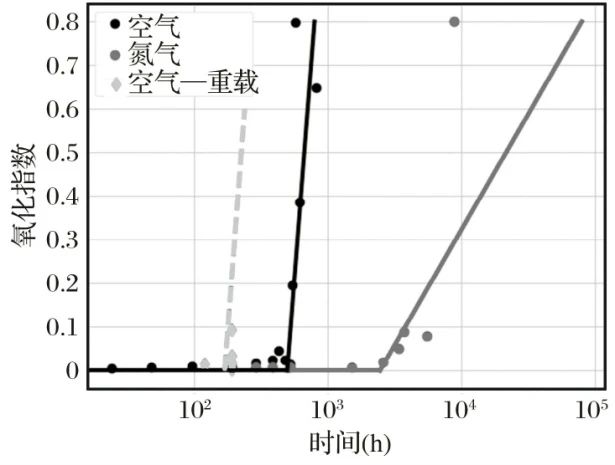
图2 从轴承试验中得到的润滑脂样品外观的视觉印象 4.1 氧化 外观的变化与氧化测量结果一致, 如图3所示。采用Fourier变换红外光谱(FTIR)测得的氧化指数如图3所示。该指数定义为1 710 cm-1区域的氧化带与1 465 cm-1处参考峰的吸光度之比, 即
图3 在110 ℃的试验中氧化随时间的变化
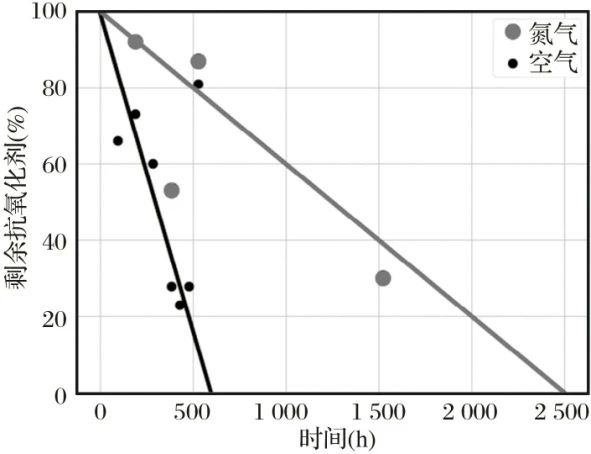
如果润滑脂被严重氧化, 则样品失去透明度, 从而降低了测量结果的准确性。这解释了在较高值下结果的分散性。由图3可知, 在空气中约300 h后检测到一些氧化, 约500 h后氧化迅速增加。空气中相同条件下的润滑脂寿命(L50结果如图1所示, 即L50=745 h)给出了90%置信区间249 h<L10<636 h(L10,50=493 h),近似于氧化真正开始的时间,这表明了在氧化开始时,失效概率开始增加。在纯氮气中进行试验的情况下,氧化开始得更晚,约在2500h后。即使是微量氧气显然也足以引起氧化。然而,现在经过很长时间后,该诱发时间对应于L10,50=2472h寿命(注意在该温度下具有90%置信区间702h<L10<4307h,L50,50=6 600h)。发黑在很久以前就已出现,表明这种颜色变化不仅是氧化的结果。 4.2 抗氧化剂 采用Ruler©方法测量轴承试验中抗氧化剂随时间的减少, 其使用了循环伏安技术。在含有溶解电解质的溶剂中稀释的润滑脂样品的电极上施加电压斜坡。电压诱发抗氧化剂氧化, 释放电子, 再次产生与添加剂含量线性相关的电流。测量该电流并给出抗氧化剂含量的指示。Van Leeuwen指出, 准确度约为15%, 这意味着其不能用于测量精确的抗氧化剂含量, 但可很好地指示其含量。事实上, 由于样品量非常小(约2 g, 每套轴承1 g)以及每个点代表2套轴承的平均值, 因此降低了准确度。然而, 可观察到明显的趋势。由图4可知, 在空气试验中, 抗氧化剂含量下降非常明显, 约500 h后抗氧化剂耗尽, 因此与上述氧化诱发时间相似。这证实了氧化在抗氧化剂耗尽后迅速开始。在氮气中试验也表明抗氧化剂含量有所下降, 但是下降速度慢得多。这证实了图3的结果: 氮气气氛并非完全惰性, 存在导致氧化的微量氧气。然而, 抗氧化剂含量下降得非常少, 仅在很长时间(2 500 h)后才开始氧化。
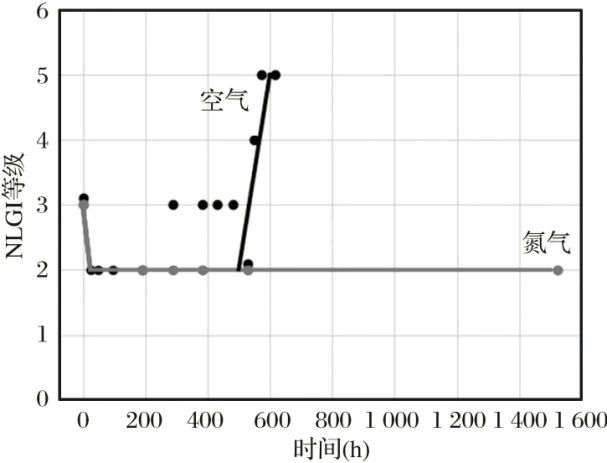
图4 在空气和氮气中试验时抗氧化剂随时间的变化。 T =110 ℃ 4.3 流变 在空气和氮气中试验时润滑脂的稠度变化如图5所示。NLGI等级的定义参考文献[2]和[39]。ASTM D217和D1403要求的样品量太多(290 mL或3.8 mL), 因此使用了SKF润滑脂试验包TKGT, 仅需0.5 g(约为0.5 mL)。
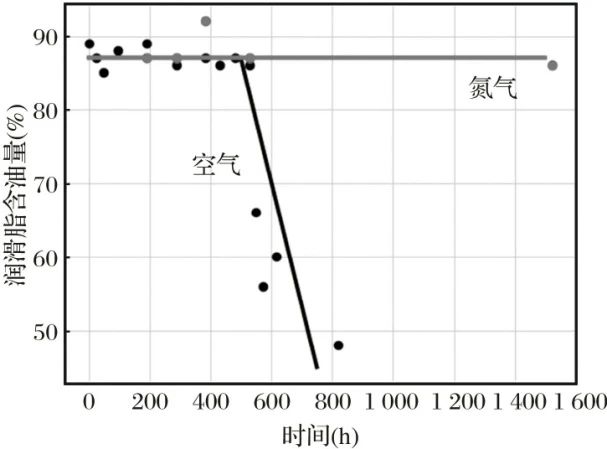
图5 在空气和氮气中试验时润滑脂稠度的变化。 T=110 ℃ 这种润滑脂的NLGI等级最初为3。启动轴承后, 稠度很快降至2(润滑脂变软)。这是在搅动阶段中热-机械降解的结果。300 h后润滑脂再次硬化至其原等级。然而, 500 h后(即氧化开始的时间(图3) )发生进一步硬化。对于在氮气中运转的轴承, 最初见到的行为与在空气中相同: 启动轴承后, 稠度下降。然而, 与在空气中试验不同, 300 h后稠度没有增加。其继续保持低值, 甚至达到1 500 h。在空气中运转的情况下, 润滑脂在氧化前的硬化一定与氧气的存在有关, 并且可能由抗氧化剂的消耗引起, 这需要进一步研究。然而, 在氧化诱发时间之后的稠度增加显然是氧化的结果, 在没有氧气的情况下不会发生。 本文中使用的润滑脂变硬一定与润滑脂类型有关。有时软化(并因此丧失保持能力)由氧化引起。 4.4 含油量 从在110 ℃下运转的轴承中提取的润滑脂含油量如图6所示。在空气中试验时, 含油量恒定(等于新鲜润滑脂的含油量), 直至氧化开始; 在氮气中试验时, 含油量不会改变。在Komoriya等试验的2种润滑脂中性能最好的润滑脂也显示了类似结果。
图6 在空气(黑线)和氮气(灰线)中试验时润滑脂含油量随时间的变化 4.5 泄漏与质量损失 轴承中润滑脂的剩余质量分数作为时间的函数, 如图7所示, 定义为
图7 在空气和氮气中试验时的润滑脂泄漏
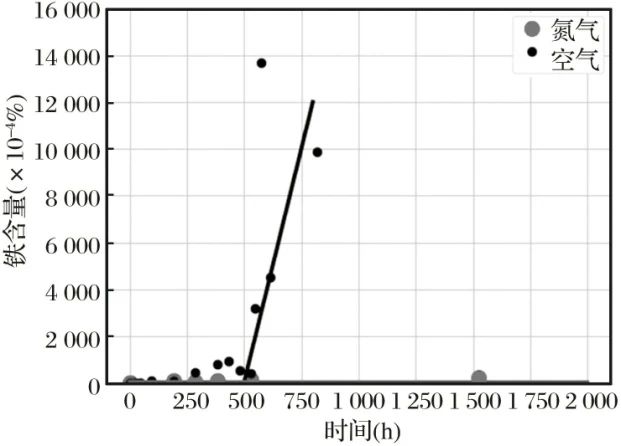
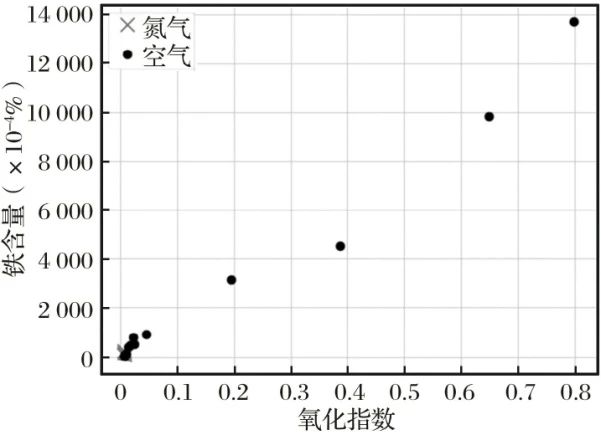
剩余润滑脂= (8) 空气和氮气中的试验在约500 h前表现出相似的行为。这与图3所示的氧化诱发时间相对应。Chatra等报道, 最初由于搅动(仅持续几小时), 质量损失率非常高, 随后损失率较小。轴承中润滑脂的减少与时间不成线性关系, 速率(单位时间内的减少)降低并在长时间后接近零, 此时润滑脂全部离开轴承。 因为在本文试验中, 在诱发时间之前, 润滑脂含油量没有显著变化(图6), 这种质量损失的减少一定由润滑脂泄漏造成。在约500 h的润滑脂氧化诱发时间后, 这种泄漏在继续, 如图7所示。然而, 现在由于氧化形成的挥发物, 这种质量的减少仍在继续。注意, 在此点之后, 润滑脂含油量也开始发生变化, 如图6所示。应指出的是, 在这些试验中使用了非接触式密封, 所以密封与内圈的间隙会导致泄漏, 并且可能使挥发物离开轴承。推测挥发物的形成不仅会导致油的持续损失, 还会导致损失率的变化。由于测量结果的不确定度相对较大, 因此无法检测到这点。 这些情况在使用氮气的试验中也会发生, 但在氧化诱发时间(2 500 h)之后再次发生, 推测此时质量损失率发生变化, 但这并未被测量到, 可归因于在氮气情况下的氧化率很低。毕竟在诱发时间之后, 氧化反应速率是氧含量的函数, 氧含量很低时很难测得质量损失率的变化。这需要更多的测量结果, 这就是图7中的灰线在4 000 h后没有延长的原因。 流经轴承的空气/氮气流动可能加速了挥发物造成的质量损失。早期研究表明,基础油蒸发对质量损失的影响非常小。为了研究空气流动对润滑脂寿命的影响, 还进行了一项没有空气流动的试验, 结果相同。与基础油相比, 这证实了氧化产物的极端挥发性。 4.6 分油 在氧化诱发时间之前, 含油量没有变化, 这表明润滑脂没有失去油, 因此在前500 h内没有发生分油, 但分油能力确实发生了变化。这里没有专门测量, 但Akchurin等在没有氧化发生的聚脲润滑轴承中测量了润滑脂渗透率的变化。 4.7 铁含量 润滑脂中的铁含量随运转时间的变化如图8所示:遵循氧化趋势。即使在氮气中运转很长时间(1 500 h)后, 铁含量也非常低(约200×10-4%), 而铁含量在氧化开始的时间点开始增加。铁含量随氧化指数的变化如图9所示: 存在线性相关性。氧化造成酸度增加, 导致轴承金属表面的腐蚀和磨损。然而, 未发现铬的增加, 这表明铁颗粒来自保持架。这证实了Komoriya等试验的结论, 其中脂润滑轴承保持架开始磨损的时间比滚道早。铁颗粒作为氧化反应的催化剂, 产生更多的含铁颗粒, 再次加速氧化等。图9很好地说明了这点。
图8 在空气和氮气中试验时润滑脂中的铁含量随运转时间的变化。 T=110 ℃
图9 在空气和氮气中试验时润滑脂中的铁含量随氧化指数的变化。 T=110 ℃
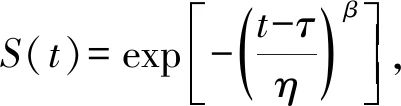
5 氧化对Weibull分布的影响 轴承在给定条件下运转至少时间t后的存活概率S(t)可用3参数Weibull分布来描述, 并给出为
式中: β为决定S分布形状的Weibull斜率; η为尺度参数; τ为位置参数, 通常假设τ=0。在110 ℃的空气试验中的Weibull分布如图10所示。该试验的β=4.5。这与本文引言中提到的轴承和润滑脂界的共识一致: 如果氧化主导润滑脂寿命, 则寿命是确定性的, 导致非常高的β。如果减去诱发时间, 即采用 (9)式, 但现在τ=500 h, 并再次拟合Weibull分布, 得到图10中的虚线和β=1, 这意味着随机失效(失效率恒定, 即单位时间内的失效数量恒定)。如上所述, 氧化是一个确定性过程, 如果轴承在诱发时间失效, 即使减去诱发时间, β也会非常大。可预期的是, 通过分油的方式从储脂区补充新鲜油将延缓轴承失效。分油是不确定的, 这背后可能有几种原因:
图10 当τ=0和τ等于氧化诱发时间时, 在110 ℃的空气试验中的Weibull分布和单个失效。试验方法参考文献[2]和[33-34] ·储脂区不完全均匀。 ·温度的升高加速了分油(黏度降低, 静态润滑脂: 文献[48]; 动态润滑脂: 文献[49])。接触温度也由乏油程度决定, 乏油程度又是分油的函数。 ·在搅动阶段, 分油又由润滑脂决定, 这是不确定的。
6 油膜厚度 假设完全浸没润滑状态并采用基础油黏度计算得到内圈接触处的油膜厚度hi=0.214 μm, 外圈接触处的油膜厚度ho=0.262 μm。组合粗糙度Rq=0.04 μm。脂润滑轴承在乏油润滑状态下运转。Cen和Lugt测量了轴向受载深沟球轴承(6209)的油膜厚度测量, 并建立了乏油程度与接触尺寸、黏度和速度的乘积(ηbu)之间的关系, 其中在分油阶段开始期间油膜厚度约为完全浸没油膜厚度的70%(20 h, 油膜厚度达到稳态值)。假设类似的值, 这里给出的油膜厚度值是球和套圈的组合粗糙度的4倍。根据经验法则, 当系数为3时, 全膜润滑状态占优势, 可假设轴承在全膜润滑状态下运转, 至少在试验的第一部分期间。
7 载荷对润滑脂寿命的影响 以上所示的主要结论是, 球轴承润滑脂寿命在很大程度上取决于氧化。Komatsuzaki等表明, 靠近轴承运行轨迹的润滑脂的氧化比远离此轨迹的润滑脂的氧化发生得早。这就解释了轴承载荷对润滑脂寿命的影响。运行轨迹的温度随着载荷的增加而升高, 这使氧化和润滑脂寿命成为载荷的函数。为了验证该假设, 在T=110 ℃下, 在空气中增加载荷(Fa=1.1 kN)后进行了与上述相同的试验。5套轴承中有2套在121 h和192 h失效, 之后停止试验。这导致润滑脂寿命较短: L10,50=150 h, 由于失效轴承数量有限, 显然具有很大的不确定性。图11给出了与图3相同的图, 但包含了更高载荷下在试验中测得的氧化指数。在较高载荷下, 氧化明显发生在较早阶段, 证实这由较高的接触温度引起。氧化的开始代表了L10润滑脂寿命。正如Rhee在 (5) 式中所指出的那样, 氧化试验中测得的氧化不能用于预测润滑脂寿命, 仅能用于筛选润滑脂的氧化安定性。
图11 载荷对氧化的影响。菱形表示在重载(T=110 ℃)下的测量结果
8 润滑脂分油的探讨 对润滑脂分油或润滑脂油分离提出了新观点。通常认为油分离或分油是润滑脂非常重要的特性, 并且总对新鲜润滑脂进行规定/测量。在这里已表明运转轴承中的润滑脂不会损失油, 直至油从运行轨迹上损失的时间点。在本文中这由形成挥发物的氧化引起, 但也可能有其他原因, 如泄漏。 润滑脂分油由压力驱动。将润滑脂放在干净的盘子上(即使在烘箱中加速可能的分油)也不会显示分油。由于油与增稠剂之间的亲合力, 润滑脂中的油被保持在增稠剂基体中。Zhang等认为油的释放由一个高于亲合压力的压力驱动。一个尚未证实的假设是, 对于静态润滑脂, 轴承中的驱动压力可能由球与沟道(弯月面)之间油/气界面的毛细压力引起。因此, 其仅发生在乏油润滑状态下, 也就是在运行轨迹中的油层非常薄的情况下发生。如果连续分油, 运行轨迹也会被持续供油, 造成油搅动, 导致非常高的温度和基础油从轴承中泄漏。此外, 润滑脂含油量会随着时间的推移而不断减少。在本文中证明这种情况不会发生。润滑脂只在需要的时候分油。这是润滑脂的有利特性, 使润滑脂的润滑过程非常高效。 润滑脂剪切力就像在一套运转的轴承中发生的那样, 确实会改变其分油特性, 即分油能力(由基础油增稠剂的亲合力和润滑脂的渗透性决定)。Akchurin等认为这点很重要, 因为这些特性在氧化发生时已显著变化, 这意味着将来需要对分油的技术条件进行修订。
9 结论 在本节中将从本文描述的试验中得出一些结论, 这些都用一般的方式表述。严格地说, 这些仅适用于这里使用的条件、润滑脂和轴承类型。然而, 由于使用了商业标准锂基增稠矿物油润滑脂和标准球轴承, 其温度和载荷都常用, 相信这些适用于更广的领域, 前提是润滑脂寿命远短于轴承疲劳寿命。 所提出的原理适用于所有轴承类型和润滑脂类型。然而, 绝对值将取决于轴承类型、润滑脂和运转条件。例如Komatsuzaki和Uematsu报道称, 当圆柱滚子轴承内润滑脂块的含油量降至约50%~60%时, 润滑脂失去其润滑能力。 总体结论是: 1)密封球轴承的润滑脂寿命主要由氧化决定。在氧化诱发时间之前, 失效概率可假设为零。氧化开始时间(氧化诱发时间)对应于L10寿命, 在试验中采用传统的Weibull分析表明氧化是此类润滑脂在这些温度下失效的主要原因。 2)氧化诱发时间由抗氧化剂完全消耗的时间点给出, 这意味着诱发时间将是添加剂含量和有效性的函数, 但也与氧含量有关。 3)氧化导致挥发物的形成, 造成轨迹中油的质量损失。 4)只有在氧化发生后, 油才会开始从储脂区的润滑脂中分离 (分油)。只要轨迹上有一层油, 就不会发生油从轴承侧面的储脂区流向运行轨迹的情况。 5)氧化主要发生在运行轨迹上, 那里的温度高于轨迹旁边储脂区的温度。 6)载荷对润滑脂寿命的影响由EHL接触区的热发展增加引起。 7) 氧化增加了润滑脂的酸度, 导致腐蚀性磨损。这再次产生铁颗粒, 形成进一步氧化的催化剂, 再次加速氧化过程。 8) 机械降解会通过搅动阶段的泄漏和改变油分离能力(分油特性)对润滑脂寿命产生影响。后者将对氧化过程中的油释放产生影响, 从而影响诱发时间后的寿命。 9) Arrhenius温度不是温度的函数。用于氧化的Arrhenius温度与用于机械降解的Arrhenius温度相似(Zhou等发现Arrhenius温度为10 ℃, 而试验中润滑脂寿命的Arrhenius温度为11 ℃)。这使从润滑脂寿命试验中区分降解模式变得困难。 10) 在Weibull分布中引入了位置时间参数τ。在此之前, 失败概率为零。位置参数的值等于氧化诱发时间。Weibull斜率β≈1。这意味着润滑脂寿命可能主要由氧化决定, 但润滑脂寿命并非仅由氧化决定。从储脂区中供应相对新鲜的油, 使在诱发时间后延长润滑脂寿命成为可能。这种随机性由先前报道的混沌行为引起, 混沌行为导致轴承中储脂区的降解和质量中的随机成分。
|
 (1)
(1) (2)
(2) (3)
(3)
 (4)
(4) (5)
(5) (6)
(6)

 (7)
(7)


 关注官方微信
关注官方微信